2k mallen
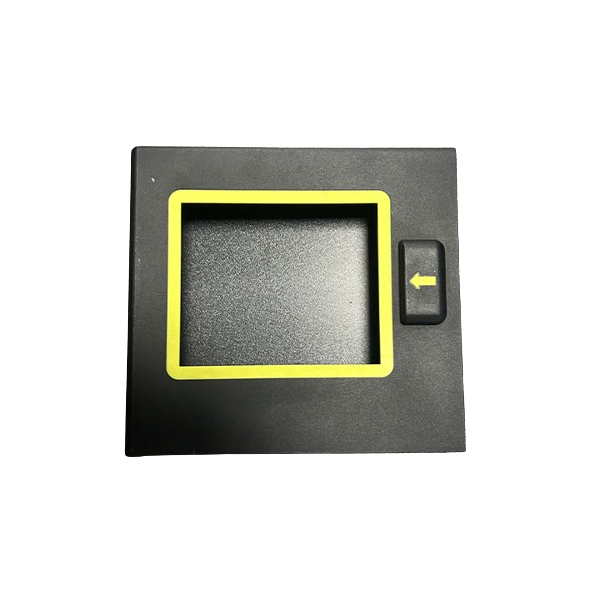
2K-matrijzen, ook wel twee-shot-matrijzen of tweecomponentenmatrijzen genoemd, zijn gespecialiseerde matrijzen die in spuitgietprocessen worden gebruikt om kunststofonderdelen met twee verschillende materialen of kleuren in één bewerking te produceren. Deze matrijzen maken het mogelijk om complexe onderdelen met meerdere kenmerken te creëren zonder dat er secundaire assemblageprocessen nodig zijn.
Onze matrijzenbouwers hebben ruime ervaring in het ontwerpen en engineeren van 2k-matrijzen.
Kies ons voor betrouwbare, innovatieve en kosteneffectieve oplossingen voor het maken van mallen voor uw 2K-mallenprojecten!